
МИКРОПРОЦЕССОРЫ
В ПРОИЗВОДСТВЕННОМ
ОБОРУДОВАНИИ
УДК 681.325.5—181.48.621.9
Г. Г. Смолко
МИКРОПРОЦЕССОРЫ В СИСТЕМАХ
ПРОГРАММНОГО УПРАВЛЕНИЯ
МЕТАЛЛООБРАБАТЫВАЮЩИМ
ОБОРУДОВАНИЕМ
Увеличение удельного веса специализированного и
автоматизированного металлообрабатывающего обору-
дования, особенно с программным управлением, явля-
ется основным фактором повышения производительно-
сти труда. Высокий уровень автоматизации станков на
основе микропроцессорной техники позволяет значитель-
но повысить их производительность, надежность, удоб-
ство и безопасность в эксплуатации.
Уровень, масштабы и эффективность авто-
матизации металлообрабатывающего оборудо-
вания существенно зависят от степени разви-
тия систем числового программного управле-
ния (ЧПУ), которую, как известно, определя-
ет имеющаяся в распоряжении разработчиков
элементная база: релейно-контакторная, тран-
зисторная, микросхемы малой и средней сте-
пени интеграции, малогабаритные ЭВМ и, на-
конец, микроЭВМ, микропроцессорные набо-
ры и специализированные БИС для решения
различных функциональных задач управле-
ния. В результате развития каждой из них вы-
явилась возможность реализации новых тех-
нических решений и функциональных возмож-
ностей. При этом, если этапы перехода от ре-
лейно-контакторной базы к дискретной полу-
проводниковой и даже к ИС малой и средней
степени интеграции эволюционировали как
все усложнявшиеся системы управления, то
переход к использованию мини-ЭВМ, а затем
микроЭВМ и БИС микропроцессоров привел
к повышению надежности,-совершенствованию
конструкции и коренным изменениям в техни-
ке программирования — созданию систем уп-
равления со свободным программированием
функций [1].
Принципиальным отличием этих систем яв-
ляется их гибкая структура, соответствующая
структуре управляющей ЭВМ, работающей в
реальном масштабе времени. При этом объем
функций, характер проводимых операций и их
последовательность определяются не специ-
альными аппаратными схемами, а реализуют-
ся в виде программ функционирования, кото-
рые записываются в блоки ЗУ и хранятся в
них постоянно или временно. Резко расшири-
лись функциональные возможности програм-
много управления, появились функции, кото-
рые ранее не могли быть реализованы: хране-
ние программы обработки детали и ее редак-
тирование непосредственно на рабочем месте,
развитая система диагностики, расширенные
возможности индикации на дисплее, возмож-
ность диалогового общения с оператором, ре-
ализация функций электроавтоматики и дру-
гие. Последние разработки отечественных си-
стем ЧПУ, как правило, основываются на
широком применении микропроцессорной тех-
ники, позволяющей конструировать специали-
зированные средства управления.
Для обеспечения высокой надежности ра-
боты оборудования и долголетия систем в це-
лом, помимо высокой надежности самих элек-
тронных компонентов, необходимо програм-
мное обеспечение, построенное по модульно-
му принципу и позволяющее объединить сис-
темы в управляющие сети с глубоким внут-
ренним и межсистемным диагностическим
контролем. Такой подход гарантирует непре-
рывность протекания технологического про-
цесса и оперативное выявление наиболее уз-
ких мест при возникновении непредвиденных
обстоятельств или сбоев оборудования.
Для достижения действительной гибкости
системы необходимо проводить комплексные
работы как по созданию стандартизированных
единиц или модулей аппаратных средств и
программного обеспечения, так и компоновке
их в системы ЧПУ. Наиболее важной особен-
ностью модульного принципа построения сис-
тем ЧПУ является возможность создания на
единой базе, без схемных переработок не-
скольких модификаций систем ЧПУ различ-
ной степени сложности.
К одному из важнейших направлений в
развитии систем ЧПУ, обеспечивающих их
гибкость, относится совершенствование спосо-
бов и устройств ввода управляющих про-
грамм. Решение этой проблемы в значитель-
ной мере определяет возможность унифика-
ции и совместимости отечественных и зару-
• бежных систем управления и их связи с внеш-
ними системами обработки информации.
Изготовление систем ЧПУ в виде блоков,
встраиваемых в станок или в шкаф электро-
оборудования с выносом пульта управления в
зону действия оператора, позволяет значи-
тельно сократить занимаемые площади и из-
бежать демонтажа комплекса станок—систе-
ма ЧПУ при его транспортировке (рис. 1).
Создание дешевых и надежных систем на ос-
нове микропроцессоров и специальных БИС
позволяет перейти к децентрализации блоков
управления технологическим объектом, распо-
ложенных непосредственно на управляемых
узлах и осуществляющих локальное управле-
ние каждым узлом в отдельности. Одним из
направлений в решении поставленных задач
является создание в настоящее время специ-
ально для систем ЧПУ широкой номенклату-
ры типовых перепрограммируемых блоков ми-
кропроцессорной универсальной вычислитель-
ной системы (МУВС) на основе однокристаль-
ных микропроцессоров, БИС ЗУ, перепро-
граммируемых и специальных БИС интерфей-
сов [2]. Создание МУВС сопровождается раз-
работкой программного обеспечения, специаль-
ных языков для программирования электроав-
томатики станков и технологических циклов.
В состав системы МУВС входят следую-
щие основные конструктивные блоки:
— дисплейный (НМС 12.401.1), предназна-
ченный для ввода, оперативного редактирова-
ния и хранения программ. Оснащен дисплеем
и пультом управления для организации диа-
логового режима работы. Имеет телеграфные
каналы для связи с другими конструктивными
блоками системы;
— управляющий (НМС 12 402.1) — для вы-
полнения задачи числового управления. В со-
ставе системы ЧПУ работает совместно с
дисплейным блоком. Обеспечивает управление
по четырем осям, линейную и круговую интер-
поляцию. Решает задачи обработки сигналов
от измерительных преобразователей, управля-
ет следящими приводами станка и электроав-
томатикой (до 64 выходов и 128 входов). Мо-
жет оснащаться силовыми ключами и устрой-
ствами связи с аналоговыми датчиками. Име-
ет телеграфные каналы для связи с другими
конструктивными блоками. На основе управ-
ляющего блока создается программируемый
командоаппарат, обеспечивающий реализацию
функций электроавтоматики в сложных стан-
ках, и упрощенная одноблочная системаЧПУ.
Эти конструктивные блоки могут служить
основой для построения систем управления
станками различного технологического назна-
чения (рис. 2). Наиболее простые станки с
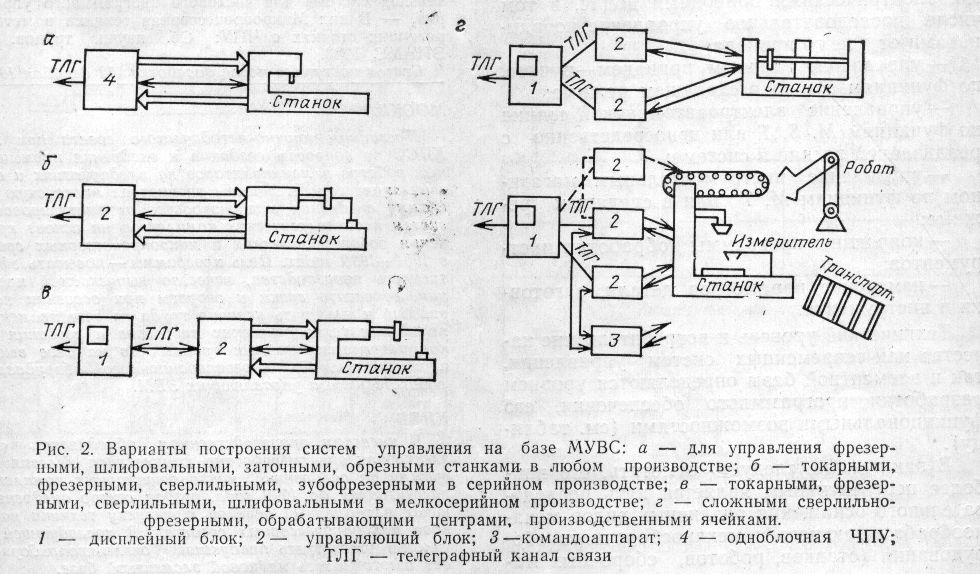
числом управляемых осей до 3-х, предназна-
ченные для работы в условиях серийного про-
изводства с преимущественной подготовкой
программы вне станка, могут управляться от
одноблочной ЧПУ (рис. 2, а) или управляю-
щего блока (рис. 2, б).
Станки с числом управляемых осей до
4-х, предназначенные для работы в условиях
мелкосерийного производства с преимущест-
венной подготовкой программы у станка, мо-
гут управляться от системы ЧПУ, состоя-
щей из дисплейного и управляющего блоков
(рис. 2, в). В этом случае, в системе органи-
зуется диалоговый режим работы оператора
на технологическом языке, проблемно-ориен-
тированным на вид обработки. Это упрощает
ввод и отладку программы с пульта операто-
ра в процессе обработки первой детали пар-
тии.
Системы управления для сложных высоко-
автоматизированных станков с числом управ-
ляемых осей более 4-х и производственных
модулей строятся на основе дисплейного бло-
ка, нескольких управляющих блоков и одного
или нескольких блоков командоаппарата
(рис. 2, г). В этом случае дисплейный блок
может выполнять функции центрального уст-
ройства управления.
В зависимости от значения констант и па-
раметров системы и станка можно реализо-
вать:
— задание исходных данных с точностью
0,1, 0,01 и 0,001 мм;
— управление следящими, гидравлически-
ми, электрическими приводами подач, в том
числе последовательное управление коорди-
натами от одного привода;
— управление главным приводом—ручное,
по функциям 5 и М в следящем режиме;
— управление электроавтоматикой станка
по функциям М, S, Т или непосредственно с
реализацией логики в системе;
— управление инструментальным магази-
ном по функциям М, Т или в следящем ре-
жиме;
— коррекцию программы обработки инст-
рументов;
— измерение параметров детали, заготов-
ки и инструмента.
Технический уровень и потребительские ка-
чества как современных систем управления,
так и элементной базы определяются уровнем
разработки программного обеспечения, его
функциональными возможностями (см. табли-
цу)-
В заключение следует отметить, что наи-
более перспективным является путь последо-
вательного оснащения различных видов меха-
нообрабатывающего и механосборочного обо-
рудования (станков, роботов, сборочных ма-
Программное обеспечение систем ЧПУ
Программное обеспечение систем ЧПУ
|
Вид | ||
|
програм- |
Назначение программного |
Разработчик |
|
Систем- |
Объединение блоков в сис- |
Изготовитель |
|
Группо- |
Реализация задач управле- |
Институты и |
|
Функци- |
Привязка системы управле- |
Завод-изготови- |
шин, транспортных устройств и т. п.) локаль-
ными унифицированными устройствами уп-
равления, построенными по блочно-модульно-
му принципу, с последующим объединением
их в гибкие производственные модули и уча-
стки, т. е. создание управляющих информаци-
онных сетей.
ЛИТЕРАТУРА
1. Manfred von Raven. Numerische Steuerungen. Tech-
nscher Stand, Auwahlnriterien. — VDI-Z 123 (1981),
N 15/16, s. M241-M246.
2. Г у p e в и ч В. М., Рыбаннн А. С., Ч и ч е-
р и и Ю. Е. Микропроцессорная универсальная вычисли-
тельная система для числового программного управле-
ния. — В кн.: Микропроцессорная техника в металло-
' режущих станках с ЧПУ: Сб. научн. трудов. М.:
ЭНИМС, 1983.
Статья поступила после доработки 12 декабря 1983 г.