С. С. Матвеев
„МЕТАЛЛООБРАБОТКА 84"
«Металлообработка'84» — международная выставка
«Оборудование, приборы и инструменты для металло-
обрабатывающей промышленности», проходила в Моск-
ве с 27 марта по 5 апреля 1984 г. Цель ее —показ но-
вых достижений в области металлообработки — веду-
щей отрасли машиностроения. Кроме того, она содей-
ствовала взаимовыгодному сотрудничеству Советского
Союза с другими странами: научному, и торговому.
На выставке, помимо отечественных экспозиций, вид-
ное место заняли экпонаты социалистических стран, с
которыми СССР связан взаимными поставками на ос-
нове международной кооперации. Широко были пред-
ставлены также фирмы и организации ряда капиталис-
тических государств: ФРГ (около 190 фирм), Швейца-
рии (62 фирмы), Франции (60 фирм), Италии (35
фирм), Австрии и Японии (около 30 фирм каждая)
и др.
Основные тематические разделы выставки:
автоматические линии;
станки с программным управлением, специализиро-
ванные станки для крупносерийного производства;
образцы промышленных роботов;
измерительное оборудование.
На пресс-конференции, посвященной открытию вы-
ставки, Председатель Оргкомитета международной вы-
ставки «Металлообработка'84», министр станкострои-
тельной и инструментальной промышленности СССР
Б. В. Бальмонт сказал, что в Советском Союзе «...со-
вершен переход к созданию и широкому производству
оборудования с числовым программным управлением.
Увеличивается выпуск многоцелевых станков с автома-
тической сменой инструмента (обрабатывающие цент-
ры). Создаются станочные модули, из которых ком-
плексируются автоматические участки и линии, управ-
ляемые от центральной ЭВМ. Осуществляется широкий
переход к созданию и выпуску станков с устройствами
ЧПУ на базе больших интегральных схем и микропро-
цессоров ... ».
В павильоне СССР
Советский Союз — организатор выставки. Одиннад-
цать наших министерств и ведомств демонстрировали в
павильоне СССР около 300 экспонатов. Среди них не-
мало новинок, не имеющих аналогов в мировом станко-
строении. Посетители увидели все известные в совре-
менной мировой практике типоразмеры металлорежу-
щего оборудования — от станков для часовой и при-
боростроительной промышленности до крупнейших ка-
русельных и продольно-обрабатывающих станков тяже-
лого, энергетического, металлургического машинострое-
Советские экспонаты знакомили с различными но-
винками современной металлообработки: от литья, прес-
сования, штамповки до токарной обработки и шлифов-
ки. Важно отметить, что у большинства представлен-
ных образцов металлообрабатывающей техники число-
вое программное управление от микроЭВМ и микро-
процессоров.
Заложенные в Ремиконте Р-100 аппаратно-
программные средства самодиагностики выра-
батывают обобщенный сигнал об отказе, кото-
рый автоматически переключает управление
на горячий резерв. Благодаря встроенным-те-
стам удается быстро локализовать неисправ-
ность и восстановить нормальную работу кон-
троллера; поэтому надежность дублированно-
го Ремиконта Р-100 резко возрастает; расчет-
ная величина среднего времени наработки на
полный отказ при использовании общепро-
мышленных микросхем в пластмассовых кор-
пусах составляет 50 тыс. ч.
Простота использования Ремиконта Р-100
определяется его упрощенным программиро-
ванием. Как известно, программирование —
одна из главных проблем применения вычис-
лительной техники вообще и микропроцессор-
ной техники в частности. Чтобы решить эту
проблему, все программное обеспечение Реми-
конта Р-100 сделано внутренним и «прозрач-
но» — для пользователя. Более того, послед-
ний вообще может не знать о компьютерной
природе контроллера, ему не требуется рас-
пределять регистры и память, планировать
задачи, изучать особенности операционных си-
стем, язык микропроцессора или какой-либо
язык высокого уровня. Ремиконт Р-100 посту-
пает с завода-изготовителя полностью гото-
вым к работе и для его запуска не нужны ус-
луги посреднических организаций. Нажатием
небольшого числа функциональных клавиш
его легко настроить на решение требуемой ал-
горитмической задачи непосредственно на
объекте. Наладчику традиционных аналого-
вых систем регулирования, не знакомому ни
с вычислительной техникой, ни с программи-
рованием, требуется на это несколько часов.
Так же просто и быстро вносятся изменения
или дополнения в проект автоматизации.
Функциональные возможности и гибкость Ре-
миконта Р-100 достаточны для решения по-
давляющего числа задач, возникающих при
автоматическом регулировании большинства
непрерывных и непрерывно-дискретных техно-
логических процессов.
ЛИТЕРАТУРА
1. Дуэль М. А. Автоматизированные системы .уп-
равления энергоблоками с использованием средств вы-
числительной техники.—М.: Энергоиздат, 1983.— 20с.
2. Иордан Г. Г., Кур носов Н. М., Коз-
лов М. Г., П е в з и е р В. В. Микропроцессорное рас-
пределенное управление — новый принцип структурной
организации АСУ ТП. — ПСУ, 1980, № 1, с. 14—16.
.Статья поступила 16 декабря 1983 г.
Так, внимание посетителей в павильоне привлекли
АЛУ-03 — машина, полностью механизировавшая про-
цесс литья, и комплексно-механизированная линия
АЛ711Б08, включающая в себя машину для литья под
давлением, обрубной пресс для заливки жидкого метал-
ла и манипуляторы для съема отливок и смазки пресс-
формы.
Среди кузнечно-прессового оборудования в экспози-
ции были интересны пресс модели К2128ФЗ с ЧПУ для
автоматической подачи заготовки и смены штампов,
а также роботизированный участок штамповки деталей,
созданный на базе двух прессов КД2328, трехрукого
робота КМ5Ц4202 и магазинного устройства.
В группе токарных станков с ЧПУ были обрабаты-
вающие центры, например, ОЦ ИР320 Ивановского
СПО (см. фото на развороте вкладки).
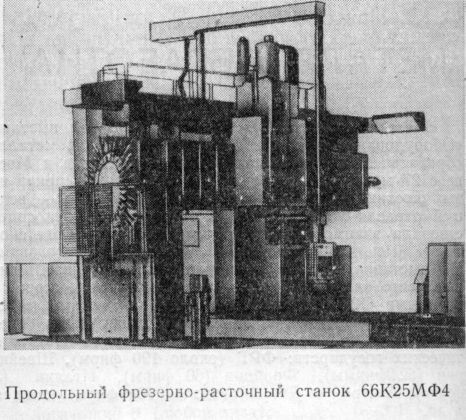
Высокопроизводительные сверлильно-фрезерно-рас-
точный координатный станок 2А459АМ1Ф4 и продоль-
ный фре»ерно-расточный станок 66К25МФ4 снабжены
системами ЧПУ и устройствами автоматической смены
инструментов и обрабатываемых изделий.
Посетители увидели и автоматические манипулято-
ры (промышленные роботы) для оснащения литейного
и металлообрабатывающего оборудования и автомати-
зированных комплексов из них.
Роботизированный комплекс 1720ПФЗО предназна-
чен для токарной обработки наружных и внутренних
цилиндрических, конических, сферических, торовых и
торцовых поверхностей деталей типа тел вращения.
Он включает в себя токарный полуавтомат с оператив-
ной системой программного управления, робот для ав-
томатической загрузки и тактовый стол. Так же устро-
ен и роботизированный комплекс 16К20ФЗ.
Среди станков для финишной обработки преобла-
дали шлифовальные станки с ЧПУ, в том числе профи-
лированный оптический станок повышенной точности
модели 3952Ф1 и плоскошлифовальный полуавтомат
модели ЗЕ-711ВФ2 с оригинальным устройством ЧПУ.
В последние годы советские станкостроители добились
значительной точности обработки на станках.
Специалисты различных областей и гости выставки
познакомились со сверлильно-фрезерно-расточными об-

рабатывающими центрами и гибкими производственны-
ми модулями, оснащенными накопителями заготовок и
устройствами смены обрабатывающих изделий. Бесспор-
но интересны экспонаты, представляющие ГАП — гиб-
кие автоматизированные производства. Это (показанные
фрагментами) гибкая производственная система «Тал-
ка-500» и автоматическая переналаживаемая линия
ПАС МА-1.
Система «Талка-500» Ивановского станкостроитель-
ного производственного объединения имени 50-летия
СССР предназначена для обработки корпусных дета-
лей из конструкционных материалов в мелкосерийном
производстве. От заготовок до готового изделия обра-
ботка идет автоматически с управлением от ЭВМ.
Система включает в себя функциональные подраз-
деления: подготовки производства и готовой продук-
ции, производства, управления.
Подразделение подготовки производства и готовой
продукции — это автоматизированный склад для хра-
нения заготовок и столов-спутников с собранными ус-
тановочными приспособлениями; приводные рольганги,
которые доставляют заготовки и столы-спутники к уста-
новочным приспособлениям, к складу и от склада к
станции загрузки; стенды для сборки установочных при-
способлений на столах-спутниках.
Когда ЭВМ, выдавая информацию на табло, пода-
ет команду, на месте подготовки и настройки инстру-
ментальных комплексов с использованием приборов на-
стройки типа БВ2010 готовится комплект инструментов
на заданную деталь-операцию.
Транспортная система доставляет на станки ком-
плекты режущего инструмента в специальных устройст-
вах в автоматическом цикде и загружает инструменты
в магазины станков. Кроме того, она доставляет заго-
товки, установленные на столах-спутниках, от станции:
загрузки на многоместные накопители обрабатывающих
центров «Модуль-500», а обработанные детали от мно-
гоместных накопителей — на станции разгрузки, и так-
же возвращает пустые столы-спутники от станции раз-
грузки до станции загрузки.
Комплексная автоматизированная система спутников;
устанавливает детали в положение, точно зафиксиро-
ванное относительно координат нулевого положения, и
закрепляет их.
Производственное подразделение состоит из четырех
ОЦ (обрабатывающих центров) «Модуль-500» и одно-
го ОЦ ИР-800МФ4, а также транспортной системы
ТС-500, связывающей металлорежущее оборудование с
подразделением подготовки производства и готово!
продукции.
Обрабатывающий центр «Модуль-500» — многоцеле-
вой станок — оснащен устройствами автоматической
смены инструмента и столов-спутников, а также вось-
миместным накопителем столов-спутников. Обрабаты-
вающий центр ИР-800МФ4 тоже оснащен устройствами
автоматической смены инструмента и столов-спутников.
Управление гибкой производственной системой
*Талка-500>. Программное обеспечение работы системы
двухуровневое. Верхний — это специализированный
комплекс на.базе ЭВМ типа СМ-2 с внешними устрой-
ствами. Он перерабатывает, хранит й обменивается ин-
формацией с устройствами нижнего уровня. Ниж-
ний — устройства числового программного управле-
ния (УЧПУ) станками, программируемые контроллеры,
управляющие транспортной системой и автоматизиро-
ванным складом, и другие местные устройства управ-
ления вспомогательными агрегатами.
ПАС МА-1 — гибкая широкономенклатурная ав-
томатическая линия типа ГПЛ7ШН.КД. Линии этого
типа в среднесерийном производстве предназначены для
автоматической обработки групп корпусных деталей
машин. Работой всех механизмов линии управляет про-
граммируемый контроллер (ПК).
Если ПАС МА-1 оснастить соответствующими шпин-
дельными коробками, сменить приспособления и ввес-
ти р ПК новые программы, то она переналаживается на
обработку новой группы корпусных деталей, близких
по габаритам.
Оборудование, подобное гибкой производственной
системе «Талка-500» и автоматизированной перенала-
живаемой линии ПАС МА-1, имеет большое будущее.
Оно отражает тенденцию отечественного и мирового
станкостроения — создание безлюдных производств.
В советском павильоне постоянно работали предста-
вители «Станкоимпорта» и заводов-изготовителей де-
монстрировавшихся экспонатов, давая посетителям ква-
лифицированную консультацию по всем вопросам.
Внешнеторговое объединение «Станкоимпорт», по
] данным сводного каталога советских экспонатов, торгу-
ет с организациями и фирмами почти 90 стран. Один
из примеров — участок обрабатывающих центров Ива-
новского СПО семейства ИР работает в цехе фирмы
! «ОЮ Тампелла АВ, Тамрок» в Тампере (Финляндия).
I Обрабатывающие центры из Иванова поставляются и
в другие высокоразвитые капиталистические государ-
ства: Японию, ФРГ, США.
Устройства управления металлообработкой
В комплектующие изделия, в число которых веками
входили шлифовальные круги, сверла, резцы, позже —
электроприводы, фотоэлектронные реле, теперь во всем
мире- включают элементы вычислительных систем, уст-
ройства числового программного управления. Так, ти-
повая система централизированного управления участ-
ком станков АСУ-ЧПУ-АСК (экспонат СССР) обеспе-
чивает устойчивую работу участка станков с ЧПУ при
механической обработке корпусных деталей в условиях
мелкосерийного и серийного производства.
Возможность программирования — одно из решаю-
щих преимуществ современной микропроцессорной тех-
ники управления. Программирование позволяет быстро
менять циклы станка или параметры обработки. Одна-
ко для записи таких данных, их обработки и запоми-
нания необходимы различные портативные устройства:
УЧПУ, магнитофоны, диски.
Представленные на выставке устройства семейства
УНИМЕРИК CNC венгерской фирмы ВИЛАТИ пред-
ставляют собой микропроцессорные УЧПУ типа CNC.
Они предназначены для управления станками сверлиль-
но-фрезерной группы, обрабатывающими центрами и
другими видами высокоавтоматизированного оборудова-
ния. УЧПУ УНИМЕРИК CNC выполнены на современ-
ной элементной базе с применением мощных 16-раз-
рядных микропроцессоров; быстродействующих серий
интегральных микросхем с малым потреблением энер-
гии; специальных БИС, разработанных для задач уп-
равления металлообрабатывающим оборудованием.
Современная блочно-модульная структура аппарат-
ной части и программного обеспечения УЧПУ УНИМЕ-
РИК позволяет комплектовать системы управления
различного назначения и сложности. Гибко наращивать
функции управления систем ЧПУ можно, меняя состав
модулей и сохраняя в основном математическое обес-
печение блоков. Основные модули устройств подклю-
чаются к общей шине через унифицированный магист-
ральный интерфейс, и любой из них может быть и ис-
точником, и приемником информации.
Обрабатывающий центр М65 Чепельского станко-
строительного завода оснащен системой ЧПУ УНИ-
МЕРИК 723, которая может вводить (и выводить) уп-
равляющие программы (УП) с ЭВМ высшего уровня
и данные с носителя периферийного устройства; редак-
тировать с индикацией поля УП; устанавливать в ис-
ходное положение органы станка; вручную вводить с
клавиатуры величины смещения ноля, корректировать
актуальные значения параметров и индицировать их;
тестировать УП; измерять величины смещения ноля и
размеры инструмента; непрерывно и по кадрам отраба-
тывать УП; повторять циклы.
Устройство ЧПУ CNC 600 производства ГДР —
тоже модульное, мультипроцессорное. Несколько микро-
ЭВМ CNC 600 работают одновременно и связыва-
ются друг с другом только для обмена данными. Уп-
равляет ими одна микроЭВМ (ЭВМ командоаппарата).
Благодаря' удобному набору подпрограмм про-
граммирование упрощено. Потребитель самостоятель-
но определяет специфические для детали технологичес-
кие подпрограммы и программирует контуры детали.
Оператор УЧПУ НЮМ 560 или НЮМ 760 (фран-
цузской фирмы НЮМ С. А.) имеет в своем распоряже-
нии панель управления с экраном. Это позволяет ему
легко управлять всеми операциями подготовки, загруз-
ки, изменения и контроля программы.
Система СЧПУ РОБОНЮМ 700 управляет различ-
ными типами роботов. Модульная конструкция позво-
ляет расширять возможности системы в зависимости от

Устройство для подготовки программ модели SRP-10
фирмы Санкио
количества управляемых осей (от 4 до 8). Подключае-
мый блок обеспечивает программирование с помощью
позиционного обучения, а структура вложенных циклов
облегчает программирование повторяющихся фаз.
Программы выполняются под наблюдением оператора.
Устройства SRP-10 и SRP-30 фирмы Санкио (Япония)
готовят программы для сборочных роботов СКИЛАМ.
Фирма BOSCH (ФРГ) поставляет в СССР устрой-
ства Альфа 2 и PEG- Ими можно успешно программи-
ровать у станка, и конторе мастера или в отделе
программистов. Не пользуясь языком программирова-
ния, токари, мастера или программисты могут разрабо-
тать комплектную программу токарной обработки дета-
лей за несколько минут. В состав устройства Альфа 2
входят микроЭВМ и пакет программного обеспечения
со всем необходимым для управления токарной обра-
боткой.
Устройство программирования и ввода PEG шаг за
шагом транслирует на экране дисплея рабочий чертеж,
сигнализируя об ошибках при вводе данных. Диалог
между устройством и оператором, как сообщает про-
спект, идет на языке токаря, т. е. на языке высокого
уровня. Пользуясь элементными клавишами, оператор
в диалоге с ЧПУ описывает в рабочем чертеже обта-
чиваемую деталь в соответствии с ее размерами. При
этом заготовка поэтапно создается на экране дисплея.
При нелогичном вводе или превышении предельных
параметров станка на экране появляется известие об
ошибке открытым текстом. Ошибочный ввод можно
корректировать и графически.
Описав геометрию, оператор в режиме диалога мо-
делирует рабочий план; устройство PEG задает ему
вопросы о последовательности резания участков, под-
бора инструментов и способов резания, а токарь отве-
чает. Затем PEG автоматически распределяет проходы
по отдельным участкам резанья и записывает данные в
формате ЧПУ в устройство CNC Альфа 2 или в кассе-
ту, на перфокарту и т. п.
Модульная многопроцессорная система управления
ТХ-8К типа CNC фирмы Трауб (ФРГ) предназначена
для токарных станков. Благодаря модульному построе-
нию системы управления к станку можно подключать
манипулятор и различные периферийные приборы. Точ-
ность позиционирования определяется лазерным инстру-
ментом. Устройство ЧПУ ТХ-8 выполнено на базе мощ-
ных 16-разрядных микропроцессоров фирмы Intel. Со-
ставив программу непосредственно у станка, что важ-
но в условиях мелкосерийного производства, оператор
моделирует ее целиком или частями, получая на дис-
плее текстовое сообщение об ошибках в программе.
При моделировании на экране вычерчивается все
изделие (начиная с заготовки), инструмент, кромки за-
жимов и задней бабки. Резание изображается в дина-
мике, как в мультфильме. Если нужно, можно менять
скорость работы и масштаб изображения, смещая его
по вертикали или по горизонтали. Это позволяет еще
при программировании в диалоговом режиме выявить
возможность столкновений между инструментом и за-
жимными устройствами или центром задней бабки и
точно установить параметры аварийного кадра програм-
На выставке экспонировались также устройства ти-
па CNC фирм Фанук (Япония) — Фанук Систем 3 и 6,
Сименс (ФРГ) — Сименс Систем 3 и 8.
Гибкое программирование на станке необходимо для
опытного или малосерийного производства при частой
смене продукции. Когда же цех 2—3 года не меняет
типоразмеры изделий, все еще экономически выгоднее
традиционное программирование программистом-техно-
логом в бюро или отделе технолога. Французские фир-
мы Графаэль, Бенсон и Секапа Информатик специали-
зируются в поставке систем для автоматизированного
проектирования и графопостроения. Например, система
ПСИ 2 фирмы Графаэль автоматически печатает пер-
фоленты для токарных, фрезерных и дыропробивных
станков. Все параметры программист-технолог програм-
мирует с помощью вопросов-ответов на языке техноло-
га, причем система графически моделирует механичес-
кую обработку на дисплее.
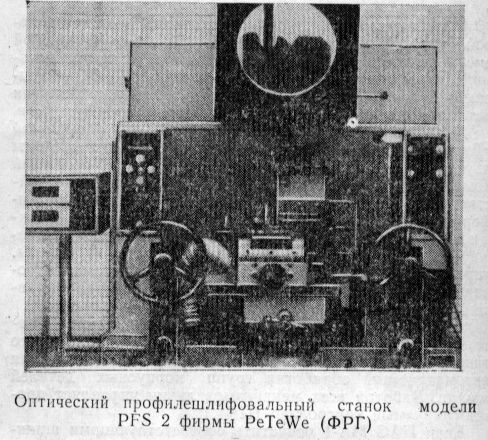
Микропроцессорные системы управления по простым
подпрограммам позволяют достигать большой точности
обработки на оптических профилешлифовальных стан-
ках семейства PFS 2 (ФРГ) и др. Оператор может
посмотреть на экране изделие на любом этапе изготов-
ления и для сравнения чертеж требуемого профиля.
Фирма Сорис, 35 лет сотрудничающая с советскими
внешторговыми организациями, специализируется в об-
ласти станков и робототехники.
Фирма Симаг Информатик представила ЭВМ для
контроля технологических процессов: микромашины
2 000 и 3 000 на микропроцессоре Z80A и микромаши-
ну 4 000 на микропроцессоре 8086. Эта же фирма по-
казала специализированное периферийное оборудова-
ние: терминалы с клавиатурой и экраном, печатающие
устройства с русским алфавитом, графопостроитель,
синтезатор речи.
Научно-технический симпозиум
«Металлообработка'84»
Международная выставка «Металлообработка'84»
стала одновременно и местом дискуссий специалистов
о современных проблемах отрасли и путях ее развития
в будущем. Этому способствовал научно-технический
симпозиум, на который представили более ста докла-
дов по основным тематическим направлениям выстав-
ки. Все доклады так или иначе касались создания за-
вода-автомата на базе иерархии вычислительных ма-
шин: мини-, микроЭВМ.
Участие в международной выставке, лекции, докла-
ды, встречи, изучение образцов оборудования, техниче-
ской и рекламной литературы обогатили специалистов
разных стран большой и полезной информацией. Они
смогли объективно оценить современный научно-техни-
ческий уровень станкостроительной и инструментальной
промышленности.
За время выставки в Коммерческом центре
советскими внешнеторговыми организациями были за-
ключены контракты с фирмами и предприятиями зару-
бежных стран на экспорт и импорт оборудования.
Московский смотр — «Металлообработка'84» —
внес существенный вклад в развитие международных
научно-технических и торгово-экономических связей.
