Ю. М. Соломенцев
ВОЗМОЖНОСТИ СИСТЕМ УПРАВЛЕНИЯ В ГИБКОМ
АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ
В настоящее время закончился пе-
риод осмысления, что такое ГАП
или ГПС, и начался период реалис-
тического подхода к этому этапу ав-
томатизации производства.
Под ГАП понимается комплекс
станков с общими системами управ-
ления, транспортировки деталей и
инструментов, складирования и кон-
троля, предназначенный для обра-
ботки целой гаммы типоразмеров де-
талей. Налицо единый комплекс ин-
формационных и материальных по-
токов, взаимодействующих по едино-
му расписанию при наличии общего
управления.
Основной элемент ГАП — техно-
логический модуль (ТМ) — состоит
чаще всего из станка с ЧПУ типа
обрабатывающего центра (ОЦ) с
накопителями палет* и магазином
инструментов или токарного станка с
роботом и накошыелем. Такой ОЦ
имеет развитую систему управления
типа CNC (со встроенной микро-
ЭВМ) с возможностью управлять
работой и местного накопителя.
* Палета — это приспособление,
на котором крепится заготовка или
деталь при транспортировке.
Два или несколько станков с
ЧПУ, связанных общей системой
транспортирования и перемещения
(манипулирования) деталей, снаб-
женных общей системой контроля
инструмента и деталей, образуют
технологическую ячейку (ТЯ). С тех-
нологической точки зрения ТЯ реа-
лизует принцип групповой техноло-
Технологические модуль и ячейка
объединяются общими материальны-
ми и транспортными потоками и об-
разуют ГАП различной- степени
При внедрении ГАП малые и
средние предприятия, как правило,
должны начинать с установки гиб-
ких ячеек, считая их первой ступенью
создания будущей ГАП.
Вторая ступень внедрения касает-
ся построения ячеек, объединенных
общим транспортом инструмента, за-
готовок и оснастки и наличием ло-
кальных местных накопителей с об-
щим складом инструментов и заго-
товок — это гибкая производствен-
ная система (ГПС).
Третья ступень ГАП — это созда-
ние цеха или завода, состоящего из
ряда ГПС, объединенных общими
информационными, транспортными и
управленческими потоками. Таким
путем за рубежом развивались мно-
гие известные ГАП, принадлежащие
фирмам «МАНО», «WERNER»,
«KOLB» (ФРГ), WALMET (Фин-
ляндия); «FANUC» (Япония),
KEPNEY & ТРЕКЕР (США), MAN-
DELLI, OLIVETTI (Италия).
Производственные ячейки пред-
ставляют собой высокоавтоматизи-
рованные производственные узлы со
сложным комплексом взаимосвязей
и управления.
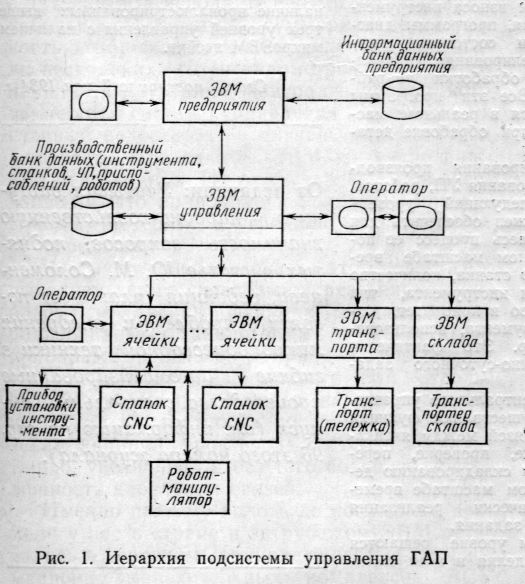
Наиболее распространена иерар-
хическая структура системы управ-
ления (рис. 1). Отметим, что такая
структура является типовой практи-
чески для всех существующих ГАП.
На нижнем уровне расположены
устройства управления (микроЭВМ
ячейки) отдельными агрегатами:
станками, манипуляторами, транспор-
том, приборами предварительной на-
стройки инструментов и др.
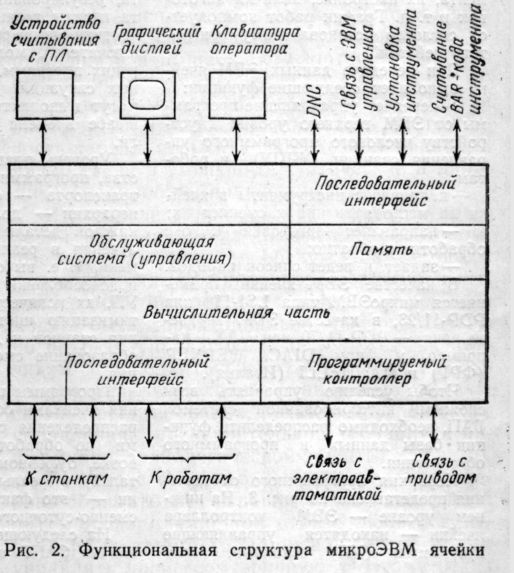
ЭВМ ячейки решает две задачи:
координирует деятельность всех ком-
понентов ячейки и осуществляет
диалог с обслуживающим операто-
ром. Поэтому функционально микро-
ЭВМ ячейки разделяют на две час-
ти — систему для вычислительных
операций и систему, обслуживаю-
щую задачи управления, администра-
тивные и организационные (рис. 2).
ЭВМ ячейки координирует работу
всей ячейки с помощью гибкого
графика работ по специальной про-
грамме. Входными данными для
генератора графика работ являются
сигналы, поступающие со станков и
роботов, сигналы о наличии инстру-
мента, их настройке, наличии загото-
вок и т. д. График работ компонует-
ся согласно установленному приори-
тету действий.
При передаче данных ЭВМ ячей-
ки выполняет следующие функции:
— передает управляющие програм-
мы от ЭВМ верхнего уровня к уст-
ройству числового программного уп-
равления станции (УЧПУ) и робо-
там;
— направляет инструменты в ячей-
ки на место хранения и сменяет их;
— направляет заготовки к зоне
обработки и обратно;
— задает и ведет список нарядов.
В качестве ЭВМ ячейки приме-
няется микроЭВМ типа LSI-11 или
PDP-11/23, в качестве ЭВМ верхне-
го ранга —PDP-11/70 или VAX, на-
пример, у фирм DIAC, iWEPNER
(ФРГ) и MANDELLI (Италия).
Чтобы успешно управлять всей
сложной интегрированной системой
ГАП, необходимо распределить функ-
ции базы данных и программного
обеспечения.
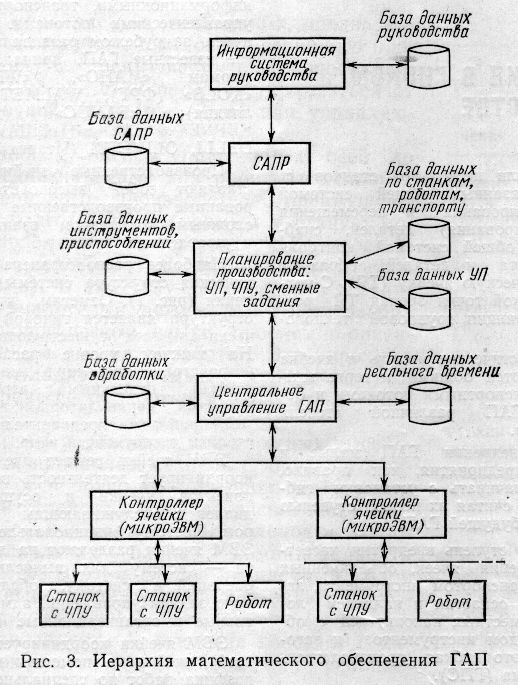
Иерархия программного обеспече-
ния представлена на рис. 3. На ниж-
нем уровне — ЭВМ контроллера
ячейки — находятся управляющие
программы (УП) станками, про-
граммы контроля износа инструмен-
та, регулирования износа инструмен-
та и силы резания, программы диаг-
ностики, проверки состояния пере-
ключателей, моделирования управля-
ющих программ, обработки аварий-
ных ситуаций. Все эти программы
могут выполняться в реальном мас-
штабе времени при обработке дета-
ли.
Уровень планирования производ-
ства, программирования УП, роботов,
транспорта следующий уровень
иерархии — должен обеспечить для
каждой детали весь процесс ее по-
лучения в реальном масштабе вре-
мени,'т. е. выбор станка, количество
приспособлений и инструмента, тип
УП, их количество и приоритет, оп-
тимизацию инструмента, использова-
ния станков и др. Это фактически
образование сменно-суточного зада-
Программы центрального управле-
ния ячейками осуществляют функции
распределения связей между ячейка-
ми (по обработке, проверке, пере-
возке, буферному складированию де-
талей) в реальном масштабе време-
ни — это фактически реализация
сменно-суточного задания.
На следующем уровне решаются
задачи САПР изделия и всей систе-
мы информационного обеспечения
предприятия.
В реальном производстве по эко-
номическим соображениям уровень
САПР иногда может быть заменен
упрощенной системой проектирова-
ния. Согласно рис. 1 задачи плани-
рования, САПР и программного обес-
печения расположены на уровне ЭВМ
предприятия. Например, фирма
WALMET практически реализует
следующие средства. В качестве
ЭВМ (контроллеров) ячейки исполь-
зуются микроЭВМ типа LSI-11, в ка-
честве ЭВМ управления и выше —
мини-ЭВМ типа PDP-11/34. Следует
отметить, что рассмотренная струк-
тура управления типична для подав-
ляющего большинства ГАП.
Что касается систем ЧПУ, то на-
блюдается тенденция к расширению
функции устройств ЧПУ (УЧПУ).
Для этого, например, фирма
MANDELLI (Италия) встраивает i
УЧПУ мощную микроЭВМ PDP-11/23
с ресурсами памяти 128 К слов,
встроенной операционной системой
типа RSX-11—М. Это позволяет си-
стеме ЧПУ иметь широкое функцио-
нальное математическое обеспечение
по управлению не только станком,
т. е. процессом отработки УП, но и
коррекцией износа инструмента, его
идентификацией, автоматической сме-
ной инструмента, по управлению
транспортом внутри ячейки, местным
накопителем, диагностикой и т. д.
Фирма фактически ликвидировала
уровень микроЭВМ ячейки. Налицо
распространение мини-ЭВМ типа
PDP-11 на нижний уровень — УЧПУ
с реализацией функции ячейки. В то
же время основным все же является
наличие проиллюстрированных выше
трех уровней управления с наличием
микроЭВМ ячейки.
Статья поступила 7 мая 1984 г.
От редакции: Учитывая расту-
щую народно-хозяйственную
значимость вопросов, подня-
тых в статье Ю. М. Соломен-
цева, редакция планирует по-
святить проблемам внедрения
микропроцессорной техники в
гибкие автоматизированные
производства специальный вы-
пуск (см. информацию на стр.
96 этого номера журнала).
УДК 681.326:62—52
