
/
ПРИМЕНЕНИЕ
МИКРОПРОЦЕССОРНЫХ СРЕДСТВ

удк 681.3-181.48:007.52
Игорь Михайлович МАКАРОВ,
заместитель министра
высшего и среднего специального
образования СССР,
член-корреспондент АН СССР
Виль Закирович РАХМАНКУЛОВ
заведующий лабораторией
Всесоюзного
научно-исследовательского
института системных
исследований ГКНТ и АН СССР
МИКРОПРОЦЕССОРНЫЕ СРЕДСТВА
В РОБОТОТЕХНИКЕ
И ГИБКИХ АВТОМАТИЗИРОВАННЫХ
ПРОИЗВОДСТВАХ
Ключевым моментом для успешного решения задач
создания и внедрения робототехники и гибкой техно-
логии явилось появление микропроцессоров и мик-
роЭВМ. Микропроцессорные средства обеспечивают не
только гибкость технологического оборудования, но и
экономическую целесообразность массового его приме-
нения в отраслях народного хозяйства.
Июньский (1983 г.) Пленум ЦК КПСС и
постановление партии и правительства об ус-
корении научно-технического прогресса опре-
делили задачи по развитию работ в области
прогрессивных технологий и автоматизиро-
ванных производств, основанных на широком
использовании современных ЭВМ, роботов и
других средств автоматизации производства.
В настоящее время существует необходи-
мость в коренном пересмотре организационно-
экономических и технологических характери-
стик производственной деятельности в на-
правлении создания более динамических и
сверхинтенсивных форм производства. Это
вызвано потребностями ускорения темпов эко-
номического развития и достигнутыми воз-
можностями научно-технического прогресса.
Главная особенность состоит в том, что
впервые в истории проблему интенсификации
решают принципиально новым методом — за
счет исключения исчерпавшего себя по интен-
сивности физического труда человека и при-
менения практически неограниченного для ин-
тенсификации гораздо более гибкого интел-
лектуального труда человека, использующего
широкие возможности современных ЭВМ.
Начальным этапом в проведении крупных
мероприятий по совершенствованию техниче-
ской и технологической базы в промышлен-
ности, а также использовании новых методов
организации производства становится созда-
ние промышленной робототехники и гибких
автоматизированных производственных сис-
тем, в которых микропроцессорные управляю-
ще-вычислительные средства занимают в
функциональном отношении одно из централь-
ных мест.
Конкретные меры по увеличению произ-
водства и использованию промышленных ро-
ботов в отраслях народного хозяйства сфор-
мулированы в постановлении ЦК КПСС от
31 июля 1980 г.
Указанные меры реализуются в соответст-
вии с общесоюзной Комплексной программой
научно-исследовательских и проектно-конст-
рукторских работ в области промышленной
робототехники [1].
Следует отметить, что ключевым моментом
для успешного решения задач создания и
внедрения робототехники и гибкой технологии
явилось появление микропроцессоров и мик-
роЭВМ. Эти микропроцессорные средства
обеспечивают не только гибкость технологи-
ческого оборудования, но и экономическую
целесообразность массового его применения в
отраслях народного хозяйства.
Состояние и перспективы
микропроцессорного управления роботами
В последние годы у нас в стране и за ру-
бежом широкое признание получила робото-
техника и, в частности, промышленная робо-
тотехника. С помощью промышленных робо-
тов (ПР) можно эффективно и достаточно
универсально автоматизировать наиболее тру-
доемкие, вредные или опасные для здоровья
людей формы ручного труда.
Техническая база развития промышленных
роботов заложена еще в X пятилетке. Тогда
были созданы более ста моделей роботов,
а около 7 тыс. внедрены в производство
(главным образом в машиностроительных от-
раслях промышленности, т. е. там, где уже
был богатый опыт создания традиционных
средств автоматизации и механизации труда).
В СССР роботы используются в целом
ряде достаточно хорошо освоенных произ-
водств: для установки заготовок и съема из-
делий, точечной сварки, загрузки кузнечных
и штамповочных прессов, нанесения покры-
тий химическими красителями, контроля эле-
ментов конструкций ядерных реакторов и для
исследований шельфа морей и океанов.
В XI пятилетке резко расширяется приме-
нение промышленных роботов. Усилия уче-
ных, конструкторов и производственников на-
правляются на использование этой техники
наряду с машиностроительными также и в
немашиностроительных отраслях народного
хозяйства (горнодобывающей, металлургичес-
кой, сельском хозяйстве, строительстве, лег-
кой и пищевой промышленности, на транс-
порте). Предстоит внедрить свыше 40 .тыс.
промышленных роботов [1].
Увеличение количества роботов сопровож-
дается расширением их функциональных воз-
можностей главным образом за счет приме-
нения более совершенных систем и методов
управления. Именно методы управления яв-
ляются основой для классификации роботов
по трем поколениям: роботы с программным,
адаптивным и интеллектуальным управле-
нием.
Управление роботами I поколения. Боль-
шая часть эксплуатируемых в настоящее
время роботов принадлежит к поколению
программно-управляемых и при* серийном из-
готовлении характеризуется сравнительно не-
высокой стоимостью. Хорошо освоено произ-
водство простых роботов с цикловым и пози-
ционным программным управлением, а также
более сложных машин с контурным управле-
нием. Отечественная промышленность разра-
ботала и серийно выпускает технические
средства для реализации каждого вида уп-
равления. Это следующие устройства управ-
ления: УЦМ (циклового), УПМ (позиционно-
го), УКМ (контурного), УПКМ (позиционно-
контурного). Главное преимущество роботов
с программным управлением в том, что они
перекрывают значительный диапазон техно-
логических применений при достаточно прос-
том конструктивном исполнении, но наиболее
эффективны в условиях монотонно-цикличес-
ких операций при сравнительно редких пере-
наладках на новый вид работ. Поэтому с раз-
витием последующих поколений ПР потреб-
ность в простых программных роботах не
уменьшается, и они успешно совершенст-
вуются.
Вместе с тем ПР с программным управ-
лением не всегда удовлетворяют требованиям
новых задач из-за необходимости в строгой
упорядоченности и организованности техноло-
гической среды, в которой работает робот.
Эти дополнительные требования усложняют
технологический процесс и удорожают в це-
лом разработку, создание и эксплуатацию ро-
ботизированного производства.
Управление роботами II и III поколений.
Развивая систему программного управления
роботом, удается преодолеть ограниченность
роботов I поколения. Поэтому сейчас интен-
сивно разрабатываются более совершенные
роботы, снабженные средствами очувствле-
ния, адаптации и технически воспроизводя-
щие отдельные интеллектуальные функции,
присущие человеку.
Задача построения адаптивного управле-
ния роботом обычно включает три важных
раздела: создание сенсорных устройств, об-
работка информации с сенсорных датчиков и
синтез адаптивных законов управления. Оте-
чественная промышленность выпускает са-
мые разнообразные сенсорные датчики, из
которых наиболее популярными в роботехни-
ке становятся тактильные, сило-моментные,
устройства технического зрения и, кроме то-
го, более перспективные датчики, основанные
на новых принципах и открытиях в области
полупроводников, лазерной и ультразвуковой
техники. В настоящее время предусмотрено
освоение в производстве средств очувствле-
ния ПР: несколько типов систем технического
зрения, ближней локации, сило-моментного
очувствления, датчики внутренней информа-
ции о состоянии механических систем робо-
та [2].
Полезность сенсорных элементов в полной
мере проявляется только после обработки и
представления в определенном виде информа-
ции с датчиков. Среди методов и технических
средств обработки сенсорной информации
очень важное место занимают методы рас-
познавания образов — это общее название
для процессов обработки информации, свя-
занных чаще всего с определением геометри-
ческих форм, места расположения и ориента-
ции в пространстве объектов. Получаемые от
датчиков данные в виде токов, напряжений,
чисел и т. п. обрабатываются методами рас-
познавания, в результате чего из этих данных
формируется информационный образ или ин-
формационная картина объектов внешней сре-
ды. Характерно, что методология распознава-
ния образов все более тонко специализирует-
ся по мере расширения ее применений в робо-
тотехнике (йаиболее быстро — при создании
робототехнических средств визуализации и
систем речевого анализа и синтеза).
Опыт разработки адаптивных алгоритмов,
управления был накоплен задолго до появле-
ния роботов. Поэтому в робототехнике можно
применять апробированные и наиболее совре-
менные методы синтеза адаптивного управле-
ния. Уже сегодня работы по созданию адап-
тивных робототехнических систем (РТС) име-
ют вполне зрелые и качественные результаты.
Особенно быстрый прогресс наблюдается при
роботизации сверхпрецизионных микросбо-
рочных технологических процессов, свойст-
венных тачному приборостроению и электрон-
ной промышленности. Требуемая в таких
процессах точность манипулирования на уров-
не единиц и десятков микрон принципиально
не достижима без адаптивного управления и
средств очувствления с высокими разрешаю-
щими свойствами. Перспективны здесь систе-
мы технического зрения, использующие в ка-
честве чувствительных элементов видиконы
или ПЗС-матрицы (приборы с зарядовой
связью).
Адаптивное управление — прочная основа
для робототехники новых поколений с высоко
организованным интеллектуальным управле-
нием, которое уже сейчас разрабатывается
исследователями для перспективных робото-
технических систем. При этом значительна
роль технической имитации и моделирования
биологических механизмов регуляции и уп-
равления. Реализация интеллектуального уп-
равления ПР и РТС несомненно ускорится
благодаря микропроцессорным средствам уп-
равляющей и вычислительной техники.
Внедрение микропроцессорных средств в
робототехнику. Главным стратегическим на-
правлением в развитии систем управления
робототехники — переход к микропроцессор-
ным средствам вычислительной техники: мик-
ропроцессорам и микроЭВМ. По существу, на-
ступило время полного вытеснения традици-
онных немикропроцессорных систем управле-
ния роботами.
Микропроцессорная техника, обладая вы-
сокой гибкостью и универсальностью, может
успешно решать следующие наиболее распро-
страненные классы задач робототехники:
Цифровое управление исполнительным
механизмами. В таких задачах требуется вы-
сокое быстродействие, низкая стоимость, спе-
циальная организация архитектуры в виде
магистральных шин и стековой адресации па-
мяти. Вместе с тем разрядность микропроцес-
сора в пределах 4—8 обычно достаточна для
обработки информации; ограничение на чис-
ло выводов БИС сказывается мало, что поз-
воляет применять однокристальные микро-
процессоры.
Хранение и считывание информационных
tданных для программного управления. В этих
задачах микропроцессоры используются в ка-
честве программируемых запоминающих уст-
ройств, поэтому требования к вычислитель-
ным возможностям минимальны. Обычно вы-
соки требования к надежности работы, осо-
бенно, при перерывах напряжения источников
питания. Кроме того, необходимы специаль-
ные средстга для быстрой отладки и коррек-
ции программ. Основой комплекта системы
управления являются микросхемы ЗУ.
Предварительная обработка больших мас-
сивов данных в системах очувствления робо-
тов. Эти задачи, как правило, требуют широ-
кого применения параллельной обработки и
мультипрограммных режимов, значительной
емкости памяти, организации прямого досту-
па к памяти. Вычислительные процедуры ча-
ще всего стандартизованы, а поэтому состав
команд может быть ограниченным. Возмож-
на реализация задач на модульных микропро-
цессорных наборах.
Алгоритмические или математические за-
дачи. В этих задачах главными ограничения-
ми являются недостаточные производитель-
ность и быстродействие микропроцессоров,
поэтому приходится прибегать к специаль-
ным аппаратным и программным решениям.
Предпочтительные средства решения — мик-
роЭВМ со спецпроцессорами и функциональ-
ными расширителями.
Управление сложными РТС в режимах
реального времени. Эти задачи наиболее
трудны для решения из-за включения в сос-
тав РТС различных роботов, нескольких ти-
пов технологического оборудования, разно-
родной вычислительной техники, а также в
связи с необходимостью предельно быстро
обрабатывать информацию при формирова-
нии управляющих воздействий. Для успешно-
го решения подобных задач обычно нужен
синтез системы управления на основе муль-
типроцессорных способов обработки инфор-
мации. Сочетание многофункциональности с
условиями режима реального времени требу-
ет высокого быстродействия вычислительных
средств (^> 500 тыс. простых операций/с),
большой разрядности в передаче данных
(32 разряда), емкости адресуемой памяти
более чем 512 кбайт, организации параллель-
ных режимов работы, развитых систем пре-
рываний и синхронизации, контроля и диаг-
ностики, наличия мощных трансляторов, и
специальных архитектурных построений. Пред-
почтительные средства решения — многома-
шинные и мультипроцессорные управляющие
вычислительные комплексы и локальные уп-
равляющие сети на базе современных мик-
ро и мини-ЭВМ.
Следует особо отметить, что, несмотря на
все большее применение универсальных мик-
ропроцессорных вычислительных машин при
создании систем управления РТС, пути ис-
пользования микропроцессоров' в робототех-
нике часто не совпадают с направлениями их
применения в вычислительных системах ши-
рокого назначения. Это вынуждает более диф-
ференцированно рассматривать вопросы орга-
низации логики и вычислений, построения ар-
хитектуры микропроцессорных систем управ-
ления роботами и выбора технических средств
и математического обеспечения РТС.
Гибкие автоматизированные производства
и микропроцессорная техника
В конце 1960-х годов прогресс вычисли-
тельной техники и средств автоматизации тех-
нологических процессов достиг такого уров-
ня, что в промышленно развитых странах был
поставлен -вопрос о крупномасштабной авто-
матизации на основе ЭВМ.
Однако в то время нельзя было точно от-
ветить, где именно проявится наибольший эф-
фект от внедрения новых технических
средств — в самой технологии или в областях,
связанных с организацией технологии (иссле-
дование, проектирование, конструирование,
организационное управление).
Поэтому в 1970-х годах достаточно авто-
номно стали развиваться главным образом
две сферы: автоматизация обработки инфор-
мации — автоматизированные системы управ-
ления (АСУ), системы автоматизированного
проектирования (САПР); автоматизация тех-
нологии производства — технологическое обо-
рудование с управлением от ЭВМ, автомати-
зированные системы управления технологиче-
скими процессами (АСУ ТП), промышленные
роботы.
Полученный опыт показал, что автомати-
зация обработки информации в отрыве от ав-
томатизации технологии не приводит к же-
лаемым результатам. По этой причине в
1980-х годах был взят курс на интеграцию
указанных сфер автоматизации, а в настоя-
щее время синтезируются такие разрозненно
развивающиеся направления, как САПР,
СЧПУ (автоматизация технологического обо-
рудования с использованием числового прог-
раммного управления), АСУ ТП (автоматиза-
ция производства и технологических процес-
сов с помощью ЭВМ), ПР (автоматизация
ручного труда средствами промышленной ро-
бототехники). Объединение ведется в рамках
направления, получившего название гибкие
автоматизированные производства (ГАП).
Создание таких производств связано с корен-
ной перестройкой управления производствен-
ной технологией на основе значительно более
комплексной, чем до сих пор автоматизации
производства с крупномасштабным примене-
нием средств вычислительной техники и ро-
. ботизированных средств автоматизации,
включая автоматизированное технологическое
оборудование, • автоматизированные транс-
портные системы, автоматизированное склад-
ское хозяйство. . Первоначальный мировой
опыт разработки и внедрения гибких автома-
тизированных производств наглядно проде-
монстрировал жизнеспособность концепции
ГАП как высокоинтенсивной и вместе с тем
трудосберегающей формы производства.
Отечественный опыт разработок гибких
производств также подтверджает их высокую
эффективность. Таких примеров в нашей стра-
не уже немало. Например, на Днепропетров-
ском электровозостроительном заводе создан
гибкоперестраиваемый цех механообработки
многономенклатурной продукции (400 наиме-
нований изделий), достигнуто увеличение
производительности в 3,3 раза при сокраще-
нии численности работающих на 30%' и
уменьшении производственных площадей на
40% [3]. Смоленский НИИТехноприбор соз-
дал несколько роботизированных систем для
предприятий своей отрасли [4]. Они позволя-
ют, например, автоматизировать производст-
во терморегуляторов для всех типов изготов-
ляемых в СССР бытовых холодильников, а
также сборку измерительных приборов ши-
рокой номенклатуры с числом модификаций,
превышающим 1000 наименований. Аналогич-
ные примеры есть и в других отраслях про-
мышленности.
Практика разработок выявила разные под-
ходы к решению задачи создания ГАП. Одни
разработчики шли простым близким к тради-
ционному путем автоматизации, а другие бо-
лее широко и смело внедряли наиболее сов-
ременные прогрессивные технические реше-
ния.
Весьма характерно, что относительная
стоимость ГАП снижается при использовании
системных решений нетрадиционного харак-
тера.
Например, английская фирма «Ingersol
Engineers» провела в 1981 г. анализ свыше
50 опытных гибких производств в Японии,
США и Западной Европе [5]. По данным этой
фирмы даже первые далеко не самые совер-
шенные ГАП увеличивают в среднем интен-
сивность использования оборудования на
30%', уменьшают его простои на 40%, сни-
жают стоимость единицы продукции на 10%,
уменьшают потребность в персонале на 30%',
обеспечивают поточное изготовление единич-
ных партий изделий, поступающих в случай-
ном порядке при номенклатуре до несколь-
ких десятков единиц. Причем эти цифры по-
лучены в условиях, когда новое гибкое
производство соседствует с обычным произ-
водством и обеспечивает от 3 до 10%' в об-
щей мощности выпуска продукции данным
предприятием. Стоимость созданных ГАП в
станкостроений, автомобильной промышлен-
ности, сельскохозяйственном машинострое-
нии, космической индустрии, пищевом маши-
ностроении составила от 2 до 15 млн. долл.
на каждую систему. Следует отметить, что
срок окупаемости был 2—3 года.
Самыми недорогими оказались ГАП, соз-
данные в Японии фирмами «Toshiba»,
«Hitachi Seiki», «Toioda Machinery», «Fanuc».
Из пяти лет, в среднем затраченных на соз-
дание ГАП, эти фирмы дольше других (при-
мерно 2 года) отвели на скрупулезный ана-
лиз автоматизируемого производства и де-
тальное планирование хода разработки сис-
тем. И именно в ГАП этих фирм наиболее
полно было представлено управление всех
систем от ЭВМ и другие особенности, свойст-
венные ГАП (5].
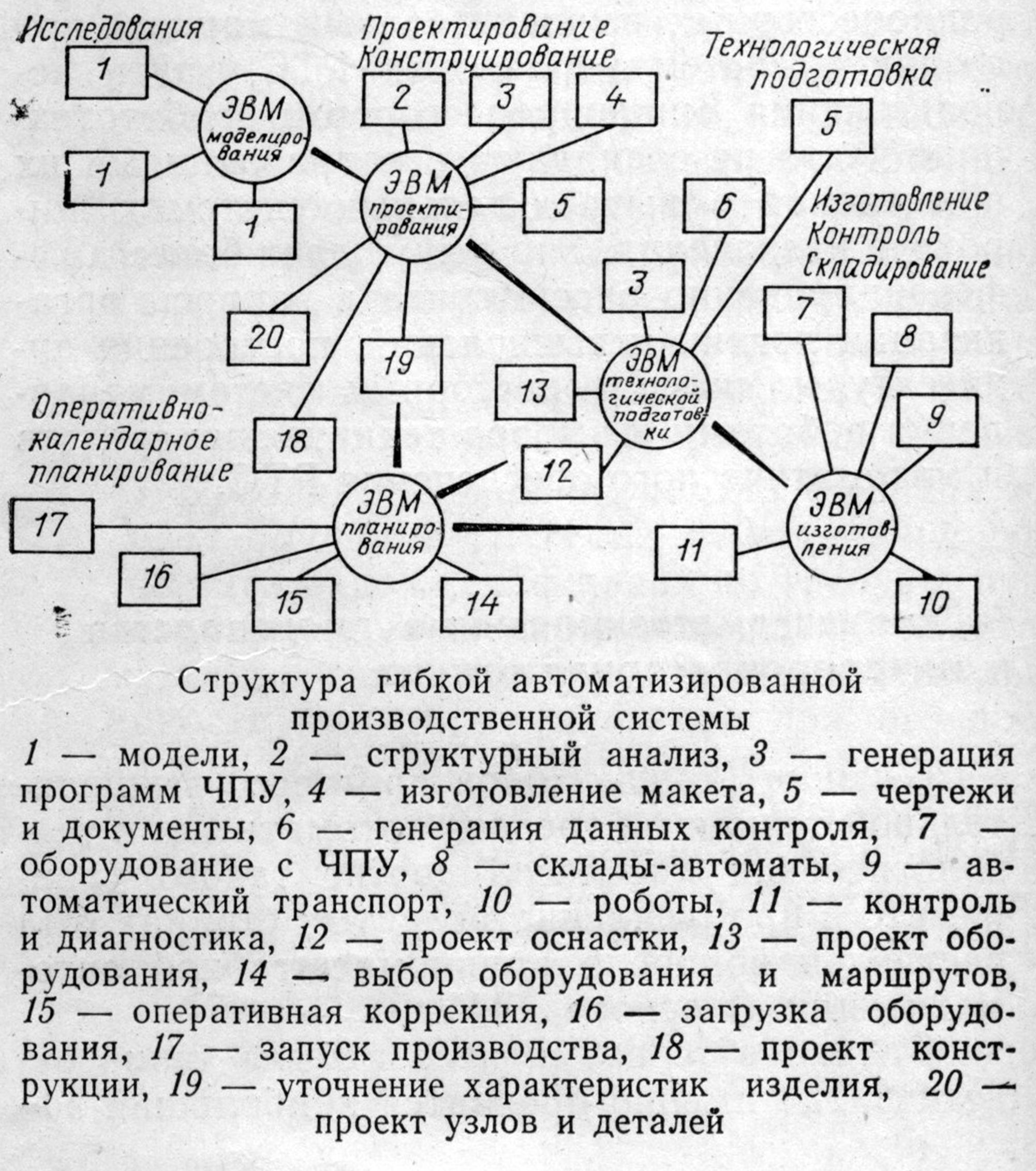
Общая структура гибкой автоматизиро-
ванной производственной системы (см. рису-
нок) состоит из ряда основных подсистем:
исследования и комплексного моделирования;
проектирования и конструирования; планиро-
вания; технологической подготовки производ-
ства; изготовления, складирования, сборки и
контроля продукции.
Главная особенность структуры — систем-
ное комплексное использование ЭВМ для ав-
томатизации не только технологических про-
цессов изготовления, контроля, складирова-
ния продукции, но и этапов исследования,
проектирования, конструирования, планиро-
вания, технологической подготовки производ-
ства. Следует отметить, что вопросы исследо-
ваний, моделирования приобретают в ГАП
принципиально новое значение. Если в тради-
ционном производстве исследованием и мо-
делированием занимались отдельные органи-
зации или подразделения в отрыве от самого
производства, то в ГАП комплексное модели-
рование становится органической частью про-
изводственного процесса, поскольку гибкость
перестроения системы управления ГАП тре-
будет ее постоянного анализа и развития да-
же в процессе эксплуатации.
Подсистема исследований осуществляет
системный анализ всей производственной де-
ятельности и ее отдельных звеньев, произво-
дит математическое, имитационное, полуна-
турное и натурное моделирование и макети-
рование систем и техпроцессов, вырабатывает
рекомендации по техническому и програм-
мному обеспечению гибкости перестроения
ГАП.
Подсистема проектирования уточняет ха-
рактеристики изделия по грубым моделям,
осуществляет структурный анализ элементов
изделия, разрабатывает программы ЧПУ для
изготовления макетных образцов, проектиру-
ет детали и узлы конструкции, выпускает все
необходимые чертежи и документацию.
Подсистема планирования обеспечивает
оптимальный запуск, загрузку и регулирова-
ние хода производства с учетом динамики
распределения ресурсов системы.
Подсистема технологической подготовки
производства разрабатывает необходимое тех-
ническое оборудование (штампы, пресс-фор-
мы, специальный инструмент) и оснастку,
выпускает чертежи и документацию на обо-
рудование и оснастку, готовит программы
ЧПУ для изготовления оснастки, генерирует
исходные данные для контроля и измерений
в процессе производства.
Подсистема изготовления, складирования,
сборки и контроля продукции управляет обо-
рудованием с ЧПУ по изготовлению оснаст-
ки, деталей и узлов изделий; управляет ав-
томатическим складированием деталей и уз-
лов; управляет транспортной сетью, техноло-
гическими, сборочными и транспортными
роботами; осуществляет контроль и диагности-
ку продукции, технологического оборудова-
ния; обеспечивает надежность функциониро-
вания производственной системы в целом. -
Во всех подсистемах возможно использо-
вание микропроцессорной техники. Однако
это должно быть связано с организацией
структуры системы в виде локальной много-
уровневой управляющей сети. Нижним и до-
статочно автономным уровнем является под-
система изготовления, складирования, сборки
и контроля продукции. Для нижнего уровня
характерны, во-первых, автоматическое уп-
равление технологическим оборудованием без
участия людей и, во-вторых, групповая орга-
низация управления в условиях взаимодейст-
вия большого числа единиц разнородной тех-
ники. Значительные преимущества здесь мо-
гут быть получены в результате встраивания
микропроцессорных средств в управляемое
оборудование. Именно поэтому в ближайшей
перспективе ожидается быстрое развитие
микроконтроллерной техники, которая по
возможностям приближается к существую-
щим сейчас микроЭВМ.
Остальные подсистемы ГАП более высо-
ких уровней сочетают микроЭВМ с малыми и
более высокопроизводительными ЭВМ, что
связано с особенностями решаемых на этих
уровнях задач.
Таким образом, для построения ГАП не-
обходима весьма разнородная по классам
управляющая и вычислительная техника, что
выдвигает на первый план не только пробле-
му надежности, но и ряд других, в частности,
проблему совместимости.
Совместимость аппаратных и программных
средств. К настоящему времени создан доста-
точно разнообразный набор микропроцессор-
ных вычислительных средств, используемых
для построения систем управления. Попытки
их унификации наталкиваются на большие
затруднения по многим причинам. Так, раз-
витие технологии производства микропроцес-
соров ведет к расширению номенклатуры из-
готовляемых устройств. Однако созданный
задел программных средств для микроЭВМ
часто не позволяет без потерь переключить
существующее производство микропроцессор-
ной техники на другие ее типы, так как на-
копление программного обеспечения дается
ценой многолетнего труда разработчиков.
В условиях такого разнообразия микро-
процессорной техники серьезной проблемой
становится совместимость аппаратных и про-
граммных средств.
В нашей стране и за рубежом имеется не-
сколько различающихся направлений или
идеологий построения мини- и микроЭВМ.
Главные отличия определяются выбором
микроэлементной базы, а также архитектуры
ЭВМ и выражаются в электрических, инфор-
мационных и конструктивных несоответстви-
ях микропроцессорных устройств (по уровням
напряжения источников питания, форматам и
составу команд, способам обмена данными,
конструктивам плат и интерфейса).
. В СССР широкое развитие получили два
направления создания микропроцессоров и
микроЭВМ: семейство моделей «Электрони-
ка» (типичные представители — микроЭВМ
«Электроника-60» и ряд машин «Электрони-
ка НЦ») и семейство моделей на базе 8-раз-
рядного микропроцессорного комплекта
КР580 (типичные представители — микро-
ЭВМ СМ-1800 1[6], системы МС УВТ В7 [7],
КТС-ЛИУС-2 [8]) с переходом в дальнейшем
на 16-разрядные однокристальные микропро-
цессоры.
Характерно, что внутри указанных направ-
лений обеспечена достаточно полная совмес-
тимость аппаратуры и программного обеспе-
чения, однако между моделями разных на-
правлений совместимость отсутствует. Это соз-
дает трудности' для разработчиков микропро-
цессорных систем управления, поскольку и
микроЭВМ семейства «Электроника», и мик-
роЭВМ на базе набора КР580 широко рас-
пространены в промышленных разработках и
часто возникает необходимость в их совмест-
ном использовании, например, в локальных
сетях управления, при групповых методах уп-
равления роботами или технологическим обо-
рудованием с числовым программным управ-
лением.
Совместимость программных средстз —-
комплексное понятие, рассматриваемое на
уровнях операционных систем, языков прог-
раммирования, протоколов обмена информа-
цией. В самом общем виде совместимость опе-
рационных систем означает возможность для
разных ЭВМ обмениваться управляющими
воздействиями. Совместимость языков прог-
раммирования предполагает взаимообмен
прикладными программами. Совместимость
протоколов — возможность одновременной
работы большого числа соединенных между
собой ЭВМ и внешних устройств.
Наиболее . трудная задача — достижение
совместимости на уровне операционных сис-
тем, так как они самым тесным образом при-
вязаны к архитектуре и даже конфигурации
конкретной вычислительной системы. Поэто-
му операционные системы совместимы в пре-
делах семейства ЭВМ одного направления,
например, в различных операционных систе-
мах реального масштаба времени по-разному
осуществляется обработка прерываний, дис-
петчеризация и синхронизация задач, обмен
данными, управление внешними устройствами,
динамическое распределение памяти, редакти-
рование, отладка и трансляция программ.
Итак, при создании гибких автоматизи-
рованных производств необходимо особое
внимание уделять проблеме совместимости
используемых микропроцессорных средств.
Современные средства микроэлектронной
вычислительной техники и промышленной
робототехники стимулировали поворот к ново-
му этапу в развитии комплексной автомати-
зации производства и привели к созданию ро-
ботизированных электронно-управляемых гиб-
ких автоматизированных производств, резко
интенсифицирующих промышленное произ-
водство при одновременном более рациональ-
ном использовании производственного потен-
циала в отраслях экономики.
ЛИТЕРАТУРА
1. Макаров И. М. Комплексные программы по ро-
бототехнике в свете решений XXVI съезда КПСС. — В
кн:. Тез. докл. 2-го Всесоюз. совет, по робототехниче-
ским проблемам.— Минск: БелНИТИ Госплана БССР,
1981, ч. 1 (Промышленные роботы), с. 3—5.
2. Управление робототехническими системами и их
очувствление /Под ред. И. М. Макарова, Д. Е. Охоцим-
ского и Е. П. Попова. — М.: Наука, 1983. — 240 с.
3. Бел я нин. П. Н. Ключ к эффективности — гиб-
кость и автоматизация. — Наука и жизнь, 1983, № 8,
с. 2—11.
4: Шкабардня М. С. Роботостроение. Новая от-
расль промышленности. — Наука и жизнь, 1983, № 10,
с. 2—6.
5. The Ingersoll Engineers, England, IFS (publica-
tions) Ltd. and Ingersoll Engineers, 1982.
6. МикроЭВМ СМ-1800. — M.: ИНЭУМ, 1983.
7. Средства автоматизации управления электротех-
ническими системами и изделиями /Под ред. чл.-кор.
АН СССР Н. Н. Шереметьевского. М.: ВНИИЭМ, 1980.
— 134 с. (Тр. ВНИИЭМ, т. 62).
8. Отраслевой каталог.— М.: ЦНИИТЭИ приборо-
строения, 1981, т. 4, № 10, вып. 4. — 32 с.
Статья поступила 15 декабря 1983 г.
удк 681.325.5
